How to Identify a Sheet Metal Fabrication Factory You Can Trust with Bulk Orders
As the purchaser for Sheet Metal Fabrication, one of the most common actions you might encounter is repeated confirmation.
Confirm whether the drawing version was sent incorrectly, whether the other party understood the tolerance annotations, and whether the sample is qualified, but mass production might go wrong. This is not an unnecessary worry – sheet metal processing involves over a dozen procedures such as laser cutting, bending, welding, and surface treatment. Any misunderstanding at any stage can cause the final product to deviate from the original design intention.
What you need is not just a supplier who can “bend the iron plate”, but a partner who can fully replicate your design intent into the metal.
How to determine if a sheet metal factory understands your drawings
A professional sheet metal fabrication process doesn’t start with cutting. It starts with a DFM (Design for Manufacturing) review.
|
|
When you submit a drawing, experienced engineers should be reviewing it line by line:
|

What the client cares about is:
- You are not just an “order taker”, but also a pre-emptive technical firewall. A factory willing to spend 40 minutes discussing process details before starting construction is much more likely to maintain the delivery standard than one that merely responds with “received”.
👉Click to learn about our factory equipment and production capacity.
How to Ensure Consistent Quality Across 1,000 Parts
It’s not difficult to achieve 100% qualification for the first sample. Still, the challenge lies in maintaining zero deviation between the 1000th sample and the first sample.
In a professional Sheet Metal Fabrication workshop, this stability comes from three layers of control:
1. Cutting accuracy:
We have a 6KW laser cutting machine. Cutting 6mm carbon steel plates, the verticality of the cut surface is controlled to within 0.1mm, eliminating the need for secondary grinding of the bevel before welding.👉 Check the case library of precision parts.
2. Bending consistency:
The bending machine’s positioning accuracy of ±0.02mm is just the basic requirement. The batch’s stability depends on the predicted crystal orientation of the material. Bending along the rolling direction reduces the risk of cracking by 70% compared to the vertical direction. We have written this set of judgment criteria into the SOP.
3. Welding deformation control:
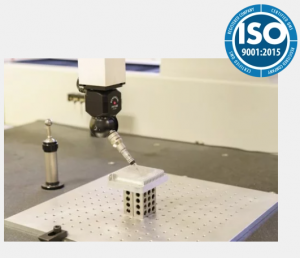
Method: After welding, verify on a three-coordinate platform. Using a CMM (Coordinate Measuring Machine) to mark points, for frames with flatness exceeding 0.3mm/m, they will go directly to the shaping station and will not enter the spraying line.



Why perform surface treatment?
When it comes to surface finishing, buyers usually care about two things:
Is the color right? And will it stay that way?
On color consistency:
RAL 9003 looks completely different depending on film thickness.
Before any batch run, we:
-
Cure sample panels alongside the production batch
-
Measure film thickness to maintain 60–80μm range
-
Adjust gun distance immediately if deviation exceeds 10μm
On scratch prevention:
For high-visibility surfaces like mirror stainless or brushed aluminum, even a hairline scratch becomes glaring after coating.
Our protocol:
All high-visibility parts are film-protected from the laser bed. Tote trays are lined with felt padding. This isn’t optional—it’s baseline.
On corrosion resistance:
What buyers really worry about: three years in a coastal factory—will humidity lift the paint from the edges?
Our pretreatment line features multi-stage rinsing and automatic chemical replenishment with real-time conductivity monitoring.



How to Avoid Line Stoppages While Parts Are in Transit
In sheet metal fabrication, 70% of delays come from two sources:
- Uncontrolled outsourced processes
- Scrapped parts that require emergency recuts
What you actually need from a delivery commitment isn’t “I’ll try.”
It’s visible redundancy.
Material redundancy:
We maintain an in-house inventory of common grades and thicknesses, including SGCC, SECC, 5052, and 6061.
If a bend cracks on the first article, we can pull fresh material from stock and recut within 2 hours—no waiting for the mill delivery.
Capacity redundancy:
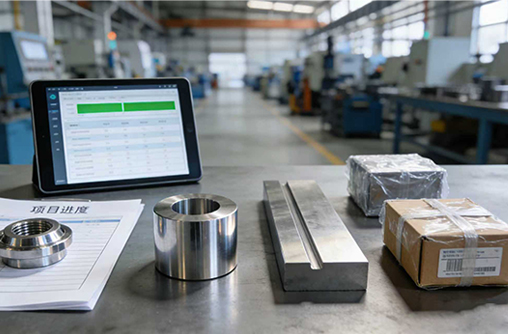
38 sets of 80–400 ton stamping presses, 2 six-kilowatt laser cutting systems, 3 tube benders, 4 hydraulic presses, 12 drill presses, 1 automatic spot welder, 4 laser marking units.
Critical processes are never single-machine dependent. Maintenance is staggered. One machine down does not stop production.
Sample lead time:
Free samples within 72 hours. You don’t pay extra to validate a concept.



👉[About Us – Learn More About Us]
A Partner You Can Rely On
|
|
As an ISO 9001:2015 certified sheet metal fabricator in China, we understand something fundamental:
You’re not buying bend tonnage. You’re buying first-pass yield on your assembly line. You shouldn’t have to become a process expert to feel confident placing a volume order. We handle DFM reviews proactively. We flag tolerance concerns before they become problems. We control color with data. We buffer against delivery risk with real material and capacity redundancy. Have a drawing waiting for review? 72-hour free samples · DFM review at no cost · Quote within 24 hours |
Related Posts
-

Sheet Metal Stamping: How Your Professional Manufacturing Partner Achieves Product Excellence
When your product design faces the conflict between lightweight construction, high strength, and ...
-

From Blueprint to Reality: Partnering with an ODM Metal Fabrication Expert for Smarter OEM Success
In traditional OEM partnerships, the client supplies the design and the factory follows accordin ...
-
How to Ensure Precision, On-Time Delivery, and Cost Efficiency in Metal Fabrication Services
As an enterprise specializing in Metal Fabrication Services for over 20 years, we are committed ...